常州公司地址:常州市新北區長江北路26號常州工學院科技產業園
電 話:0519-89880615
手 機:朱先生:13861067373 (7*24小時服務)
傳 真:0519-85607393
E-mail:zhufeijun1983@163.com
QQ:624273204 、517715632
發表日期:2017年06月20日 點擊擊數: 1026 次
1 三坐標測量簡介
三坐標測量機是一種通用性強、自動化程度高 的高精度測量系統。對一般的測量軟件而言,三坐標測量機的測量過程,可分為以下幾個步驟(假設測頭校驗與坐標系的建立已經完成)。
(1)采集特征點的坐標位置。即通過測頭直接觸測被測對象、 讀取并記錄坐標值。
(2)按照“最小條件”對前面測得的特征點進行計算與構建。如果是形狀誤差,可直接計算出誤差值。
(3)如果是位置誤差則按照“最小條件”將特征點構建出誤差評價所需的點、線、面等基本要素,并用數學的方法計算出各要素間的實際誤差,對照圖紙判斷其是否合格。 在這一過程中,第一步特征點的采集是后續工作的基礎,如果有誤,構建出的特征要素就不能真實的反映出零件的實際情況,誤差計算與評價的結果也就不可信了。因此,特征點的位置、特征點的數量和采集方式對三坐標測量結果有著非常重要的影響。本文就是針對此類問題,對三坐標測量的取點進行了一定程度的實驗與討論,并得出了有益的結論。
2 平面度測量與評價方法
平面度測量是幾何量評價的基本內容,是14類 誤差測量(直線度、平面度、圓度、圓柱度、線輪廓度、面輪廓度、平行度、垂直度、傾斜度、同軸度、對稱度、位置度、圓跳動、全跳動)中最基本也是最具有代表性的。按照“最小條件”的要求,平面度誤差可以由最小包容區域法、對角線法和三點法來評定。以最小包容區域法為例,只要滿足了下列條件中的一條,即可確定平面度誤差的大小:
(1)三角形法則。圖1(a)為三角形法則。圖中點A為凹形實際表面的最高點,a、b、c為3個最低點,A點的投影落在由a、b、c這3點構成的三角形內。在滿足這一條件的基礎上,a、b、c點確定平面1,過A點做平面2平行于平面1,則平面1與平面2之間,就構成了最小區域,兩平面間的距離即為平面度誤差。
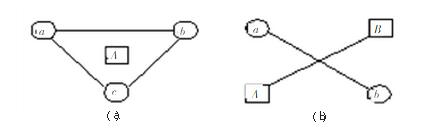
(2)交叉法則。圖1(b)為交叉法則。圖中點A、點B為鞍形實際面的最高點,點a、點b為最低點,過直線AB和過直線ab決定了一對平行平面,且兩直線成交叉狀態,則兩平行平面就構成了最小區域,兩平面間的距離即為平面度誤差。
對三坐標測量而言,上述兩種評價方式,都是由相應的特征點(最高點和最低點)通過計算得到的,可以這樣講,特征點的位置與數量,實際決定了平面度誤差的大小。
另外,評價每一種要素都有一個最低測量點數,如:平面度測量,無論采用哪種法則,都至少要測4點,才能計算平面度誤差;直線至少要測3點;圓至少要測4點;圓柱至少要測6點。一般情況下,如果測量條件與對象已經確定,那么測點越多,測得的誤差值就越能反映測量對象的真實情況,但考慮到測量效率和經濟性,測點不可能無限制的增多,特別是在某些精度與批量都要求比較高的場合,希望能夠找到一個合適的測點數,使得測量設備既能較快地完成測量任務,又能較為真實地反映被測對象的實際情況。
3 總結
三坐標測量機作為一種全新的測量方式,已經 被越來越多的用戶所接受和肯定,但由于測量原理的不同,該測量設備有其獨特的測量規范。
在三坐標測量中,首先要對特征要素選擇合適的測點數,測點數過少,會造成較大的誤差;對于確定的測量對象,可以通過樣本實驗尋找合適的測點數(這對于批量的高精度測量更有意義),以保證測量的精度與效率;比較各類表面,精度高的表面獲得的測值,比精度低的表面獲得的測值更為可信,測點數對其影響也更小;手動取點誤差大,應選用自動測量的方法。采點是三坐標測量的基礎工作,為保證測量結果真實可信,應予充分重視。不論是形狀誤差、還是位置誤差,或者尺寸的測量,有了正確的測點信息,才能保證計算評價的真實性。